 选择区域/语言
选择区域/语言
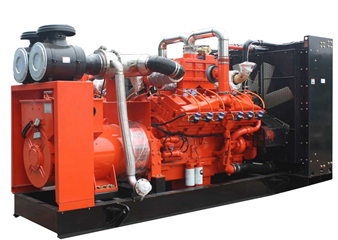
燃气发电机组曲轴的光磨加工情况,是保证修复质量的关键工序之一。
那么燃气发电机组曲轴的光磨加工是怎样的内容呢?下面来讲解一番吧。

燃气发电机组曲轴的光磨加工方法
以正时齿轮轴颈和飞轮突缘的外圆表面作为光磨装膏基准时,须先校正弯曲度再进行磨削,磨前中间主轴颈的摆差不得大于o.3毫米。
如果不预先校正弯曲,织削以后将会使曲轴产生与原来飞轮突缘和正时齿轮轴线交叉的新轴线,改变了回转半径,破坏了动平衡力,缩短使用寿命,加剧有关零件的磨耗,正时齿轮的响声也大,后油封漏汕,增加了发动机的不平衡旋转质量。
有资料统计,圆角半径小于2,5毫米,其疲劳强度只及圆角半径为2.5毫米的80%以下。
由于对光磨曲轴的砂轮,经常用磨床附属的砂轮圆角校正器修整,使磨得圆角尺寸符合要求,所以自振动堆焊投产以来,没有发生过断轴现象。

燃气发电机组在工作中,曲轴由于受力和工作条件复杂,各摩擦表面滑动速度很高,散热条件又差;
因此,曲轴的主轴颈和连杆轴颈在工作中不可避免地要产生磨损,而且磨损是不均匀的,其主要表现为轴颈出现圆度,圆柱度超过标准值和拉伤。
连杆轴颈磨损的大部位,一般在各轴颈的内侧面上,即靠曲轴线一侧,使轴颈失圆;
而磨损成锥形的部位,一般在润滑油道杂质附着的一侧和受力大的部位上。

曲轴主轴颈的磨损部位,按发动机的强化程度、气缸数、曲轴长度和平衡块的配重不同而各异,而且相对于连杆轴颈磨损要均匀些。
实践表明,连杆轴颈的磨损比主轴颈磨损要快,但是,主轴颈磨损比连杆轴颈磨损所造成的后果要严重。
燃气发电机组检验与处理方法。
根据各轴颈磨损规律查找出磨损部位,可用外径测微器测量其圆度和圆柱度以便确定曲轴的修理级别和磨削尺寸。

以上便是燃气发电机组曲轴的光磨加工方法,如果您对燃气发电机组还有其他问题可以联系施利得,我们将全面为您解答一切问题。







 咨询热线 | 13336469509
咨询热线 | 13336469509 总部地址 | 广东省佛山市顺德区大良太昌中心3-39
总部地址 | 广东省佛山市顺德区大良太昌中心3-39